Dessin technique
Introduction
Le dessin technique est le moyen d'expression indispensable et universel de tous les techniciens.
Il permet de transmettre, à tous les services de production, la pensée technique et les impératifs de fabrication qui lui sont liés.
Ce langage conventionnel est soumis à des règles ne permettant aucune erreur d'interprétation.
Ces règles sont définies par la norme.
Un peu d'histoire
Le dessin technique moderne a été élaboré à partir des travaux de Gaspard Monge qui est reconnu comme l'inventeur de la géométrie descriptive.
La géométrie descriptive fut gardée secrète jusqu'en 1795. Par la suite, l'enseignement de ce domaine est transmis en France, en Allemagne et aux États-Unis.
Claude Crozet publia le premier ouvrage de langue anglaise sur ce domaine en 1821.
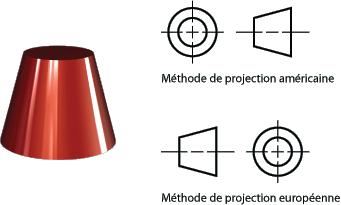
La géométrie descriptive originale utilise le principe du « premier dièdre ». Cela signifie que la vue de dessus est située sous la vue de face et la vue de droite est placée du côté gauche de celle-ci.
Depuis le début du XXe siècle, aux États-Unis et au Canada, on emploie la projection sur le « troisième dièdre » (la vue de dessus en haut de la vue de face et la vue de droite à droite de celle-ci). Cette différence entre l'Europe et l'Amérique perdure.
Le dessin technique a continué son évolution durant le XXe siècle particulièrement au niveau de l'interchangeabilité des pièces.
Diverses normes (ANSI, CSA, ISO) et livres ont été créés pour uniformiser la communication par le dessin technique et le tolérancement (qui permet de s'assurer de l'interchangeabilité des pièces).
Depuis la fin du XXe siècle, le papier et le crayon sont progressivement remplacés par l'informatique. Les premiers logiciels servaient à reproduire informatiquement ce que l'on faisait sur une table à dessin.
Petit à petit, des logiciels spécialisés ont fait leurs apparitions. Ces logiciels permettent de modéliser virtuellement un objet. Le logiciel peut alors créer presque automatiquement le dessin technique. Dans certains cas, on peut même, en utilisant seulement le modèle 3d virtuel, se passer du dessin technique pour réaliser la fabrication d'un objet.
Ceux qui s'intéressent à l'histoire du dessin technique pourront consulter le document Engineering Design Graphics: Into the 21st Century par La Verne Abe Harris et Frederick Meyers.
Les modes de représentation : schéma, dessins, 3D
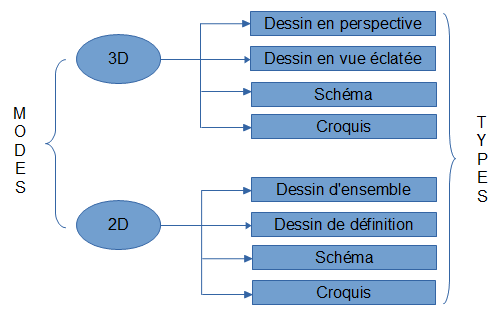
La représentation en trois dimensions
Perspective
La représentation en trois dimensions (3D) sert de point de départ de toute la chaîne numérique.
Les vues 3D en perspective permettent de mieux saisir et plus vite, l'aspect général et les formes d'une pièce.


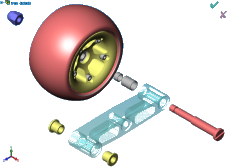
Dessin en vue éclatée
Il représente les pièces les unes par rapport aux autres. Il permet de mieux comprendre le fonctionnement ou le montage de l'objet. Il est souvent utilisé pour les notices commerciales.
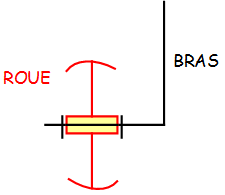
Schéma
Le schéma modélise un fonctionnement.
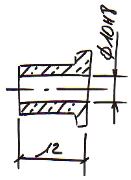
Croquis
Le croquis est un dessin établi à la main.
La représentation en deux dimensions
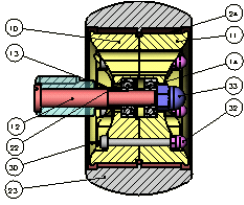
Dessin d'ensemble
Le dessin d 'ensemble permet de comprendre le fonctionnement du mécanisme à partir de la description des formes, des dimensions et de l'organisation des pièces qui le constituent. Il est composé :
- D'une représentation en plusieurs vues de l'ensemble des pièces assemblées.
- d'une nomenclature des éléments composants le mécanisme.
Le dessin d'ensemble représente tous les détails nécessaires pour définir une solution choisie.
| 7 | 4 | Biellette | EN AW 2017 | Anodisé |
| 6 | 2 | Pivot | C35 | Phosphaté |
| 5 | 2 | Axe de bras | C35 | Phosphaté |
| 4 | 8 | Coussinet à collerette d=12 | CW453K | Bronze |
| 3 | 4 | Bras | EN AW 2017 | Anodisé |
| 2 | 2 | Support | EN AW 2017 | Anodisé |
| 1 | 1 | Planche | Composite | Bois + fibre |
| Rp | Nb | Désignation | Matière | Observation |
|---|
Rp : Repère de la pièce sur le plan d'ensemble.
Nb : Nombre de pièces identiques dans l'ensemble.
Matière : Désigne le matériau utilisé.
Observation : Fournisseur, traitement, Norme…
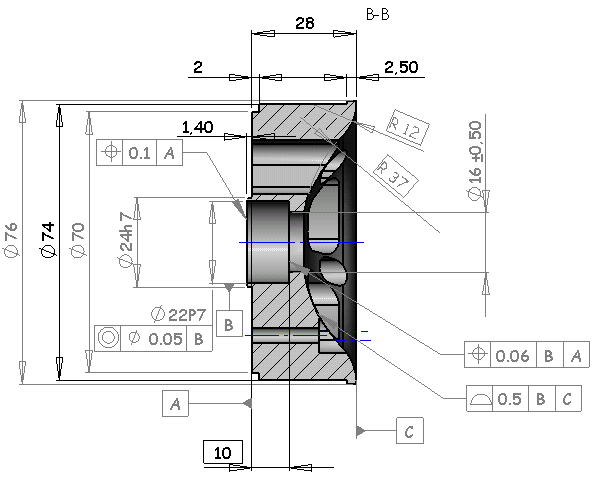
Dessin de définition
Le dessin de définition représente une pièce de manière compléte et détaillée. On y trouve notamment les formes, les dimensions et les spécifications géométriques nécessaires à la fabrication de la pièce.
Il fait foi lors du contrôle de réception de celle-ci.
Pour un dessin d'ensemble, il y aura un dessin de définition par pièce à fabriquer.
Le dessin technique se réalise sur papier ou calque, ses règles d'exécution sont normalisées.
Schéma
Le schéma modélise un fonctionnement.
Croquis
Le croquis est un dessin établi à la main.
Vocabulaire technique
Formes
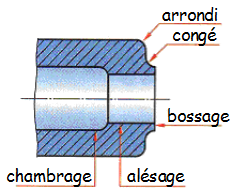
- Arrondi
- Forme convexe réalisé pour casser une arête.
- Congé
- Forme concave réalisé pour casser une arête.
- Bossage
- Partie cylindrique en saillie.
- Alésage
- Partie cylindrique creuse.
- Chambrage
- Alésage plus grand facilitant le montage.
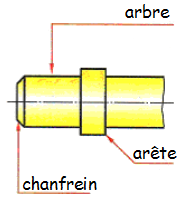
- Arbre
- Partie cylindrique pleine.
- Arête
- Intersection entre deux surfaces.
- Chanfrein
- Forme réalisé pour casser une arête.
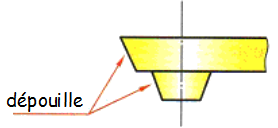
- Dépouille
- Pente sur pièce moulée pour faciliter le démoulage.
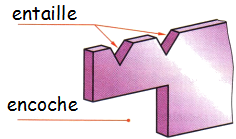
- Entaille
- Coupure dans une pièce dont on enlève une partie. Il y a différentes formes d'entaille.
- Encoche
- Dégagement sur forme prismatique.
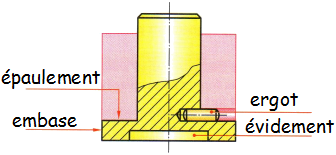
- Épaulement
- Changement brusque de dimension.
- Ergot
- Pièce permettant un arrêt en rotation.
- Embase
- Partie cylindrique de diamètre important par rapport à la hauteur.
- Évidement
- Alésage de grand diamètre par rapport à la hauteur.
- Lumière
- Ouverture.
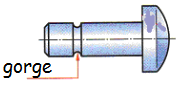
- Gorge
- Rainure sur une partie cylindrique.
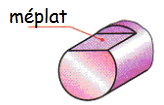
- Méplat
- Surface plane réalisée sur une forme cylindrique.
- Nervure
- Partie permettant de renforcer une pièce.
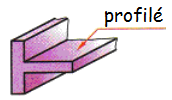
- Profilé
- Barre de section constante.
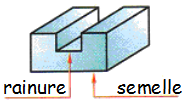
- Rainure
- Entaille pratiquée dans une pièce.
- Semelle
- Grande surface d'appui.
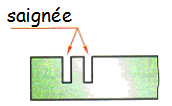
- Saignée
- Rainure profonde.
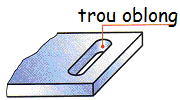
- trou_oblong
- Trou non cylindrique.


Les modes d'obtention
Fraisage en bout
Fraisage en roulant
Lamage
Perçage
Tournage chariotage
Tournage dressage
Tournage perçage
Filetage-taraudage
- Filetage
- Rainures hélicoïdales sur un cylindre ou sur un cône
- Taraudage
- Filetage réalisé sur l'intérieur d'une surface de révolution
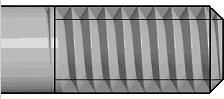
Usinage d'une vis
Système de projection
Projections
Une photographie peut montrer un système sous une forme plus ou moins avantageuse, mais ne peut prétendre le décrire complètement en ce qui concerne les formes et les dimensions.
Pour y remédier, industriellement, on utilise un certain nombre de vues du système, toutes en correspondance les unes par rapport aux autres et choisies pour leur aptitude à le définir
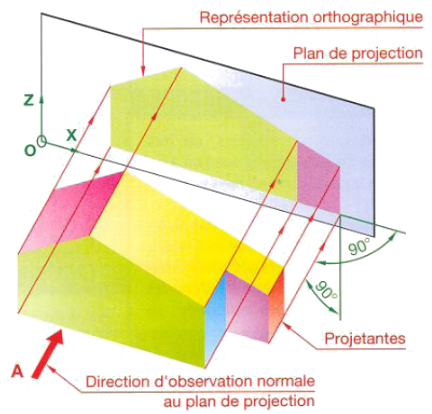
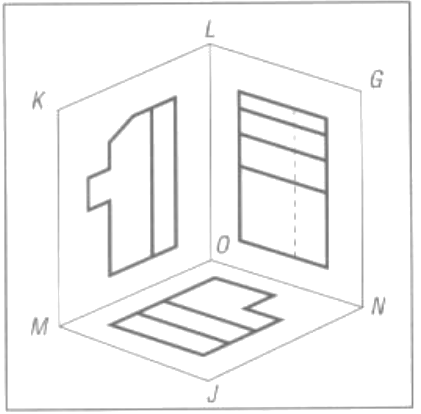
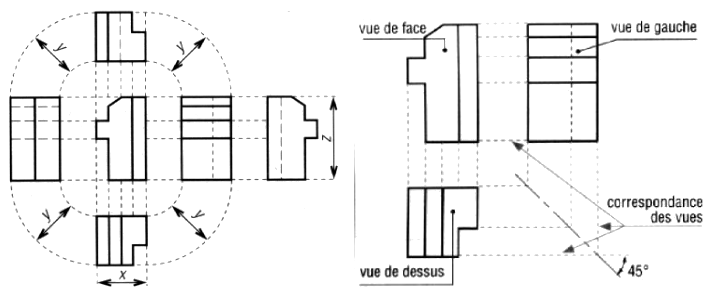
Pour passer de la 2D à la 3D, on procède par projection orthogonale de chacune des faces de l'objet.
L'observateur se place perpendiculairement à l'une des faces du système à définir.
La face observée est ensuite projetée et dessinée dans un plan de projection parallèle à cette face, situé en arrière du système
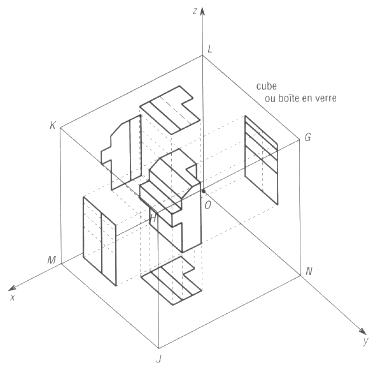
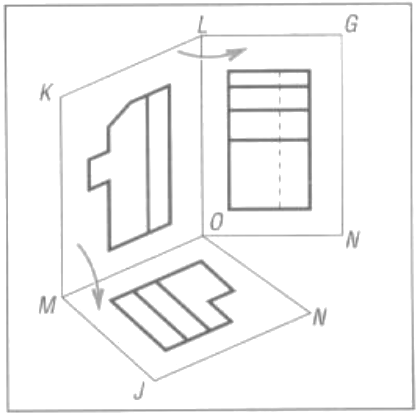
Disposition relative des vues
Pour obtenir une représentation plane de l'ensemble du système, on découpe les faces du cube afin de le déplier selon les arêtes.
Les vues conservées occupent donc maintenant une place précise.
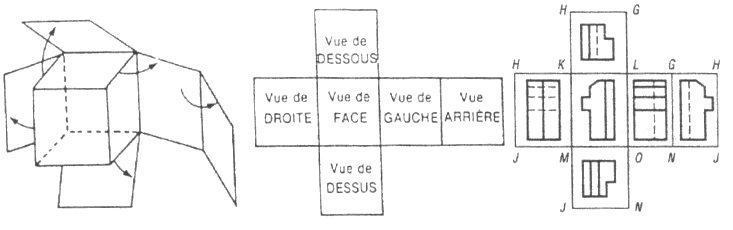
- On projette.
- On enlève la pièce.
- On découpe et on déplie.
- On met à plat.
- Contours vus
- Arêtes vues
- Arêtes fictives
- Ligne de cote
- Ligne d'attache
- Ligne de repère
- Hachure
- Contours de sections rabattues
- Axes courts
- Contructions géométriques vues
- Limites et interruption de vues ou coupe
- Arrachement de vue
- Contours cachés
- Arêtes cachées
- Arêtes cachées
- Constructions géométriques cachées
- Axes de révolution
- Traces de plans symétriques
- Trajectoires
- Traces de plans de coupe
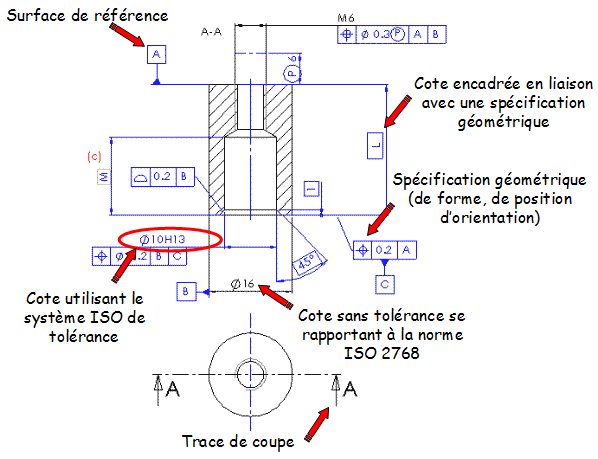
- Indication de lignes ou de surfaces faisant l'objet de spécifications particulières
- Les surfaces à coter ne sont en contact avec aucune autre pièce.
- Les surfaces à coter sont issues d'un assemblage de 2 pièces.
- Les surfaces à coter sont issues d'un assemblage de plusieurs pièces.
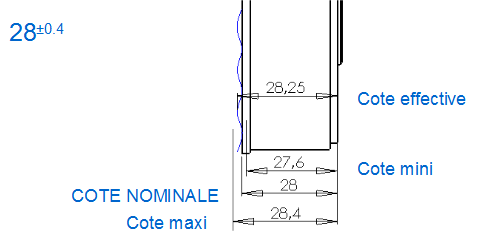
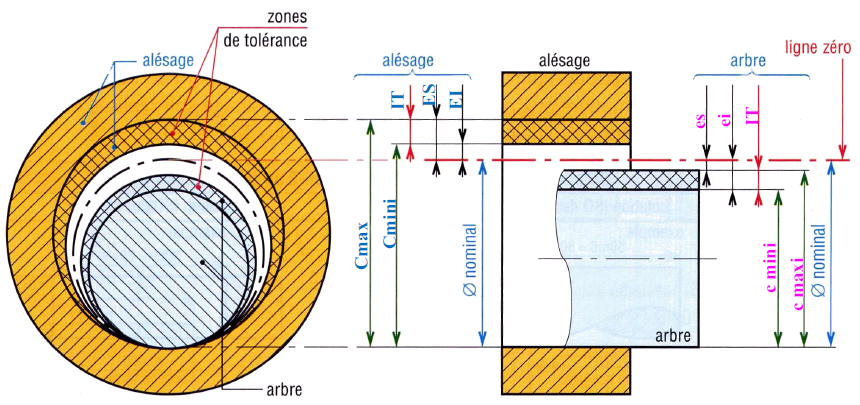
- Cote nominale
- Dimension de référence (cote inscrite sur le dessin).
- Cote effective (fabriquée)
- Dimension réelle mesurée sur la pièce.
- Cotes limites
- Cote maxi et mini entre lesquelles doit se trouver la cote effective.
- Les écarts sont inscrits dans la même unité que la cote nominale (mm).
- Placer toujours l'écart supérieur au-dessus de l'écart inférieur.
- Ne pas mettre de signe lorsque l'écart est nul.
- Lorsque la tolérance est répartie symétriquement par rapport à la cote nominale, ne donner qu'un seul écart précédé du signe ±.
- plus la qualité est élevée,
- plus l'intervalle de tolérance doit être petit,
- plus le coût de fabrication est élevé.
- Écart supérieur
- Égal à la différence entre la cote maxi et la cote nominale ES = Cmax - Cnom.
- Écart inférieur
- Égal à la différence entre la cote mini et la cote nominale EI = Cmini - Cnom.
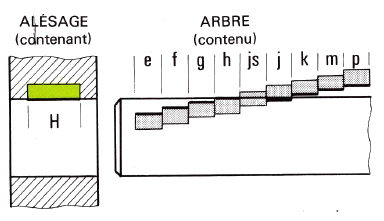
- Notion d'arbre
- Désigne une pièce contenue (minuscule).
- Notion d'alésage
- Désigne une pièce contenante (majuscule).
- Les ajustements avec jeu.
- Les ajustements avec serrage.
- Les ajustements incertains (jeu ou serrage).
- H8 f7 : jeu
- H7 g6 : guidage précis (peu de jeu)
- H7 h6 : positionnement avec juste assez de jeu
- H7 p6 : serrage à la presse
- H7 s6 : serrage très élevé
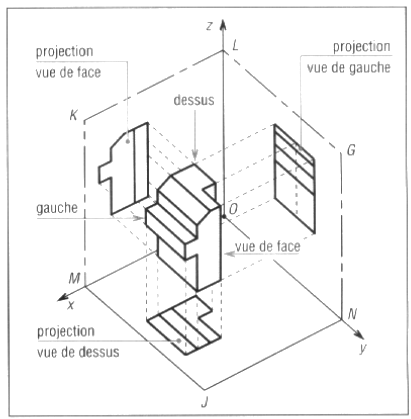
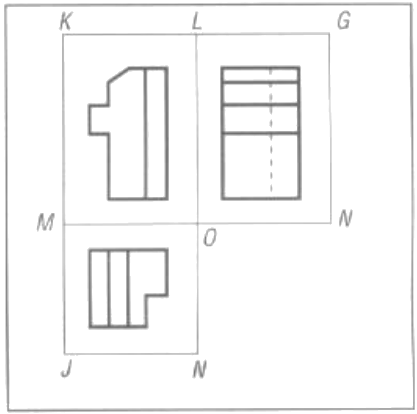
Correspondance des vues
La méthode de développement du cube, dont les arêtes servent de charnières, a pourconséquence de conserver dans plusieurs directions l'alignement de tous les détails de la pièce. Il y a correspondance entre les vues.
Cette correspondance permet la construction des vues les unes par rapport aux autres. Un élément représenté sur une vue pourra être situé sur les autres vues.
Décodage d'un plan
Échelle
Lorsque les systèmes sont grands (immeubles, bateaux, automobiles) ou petits (montres, circuits électroniques) il est nécessaire de faire des réductions ou des agrandissements pour les représenter.
| Réduction | Vraie grandeur | Agrandissement |
|---|---|---|
1:2 1 cm correspond à 2 cm en réalité |
1:1 1 cm correspond à 1 cm en réalité |
2:1 2 cm correspondent à 1 cm en réalité |
Format
Il existe différents formats de papier. Le plus répandu est le format A4 qui mesure 21 par 29,7 cm.
Tous les formats sont issus du format A0 qui correspond à une surface de 1m² mais dont le rapport longueur sur largeur vaut racine de 2 (1,414).
| Format | Dimensions |
|---|---|
| A0 | 1188 x 840 |
| A1 | 840 x 594 |
| A2 | 594 x 420 |
| A3 | 420 x 297 |
| A4 | 297 x 210 |
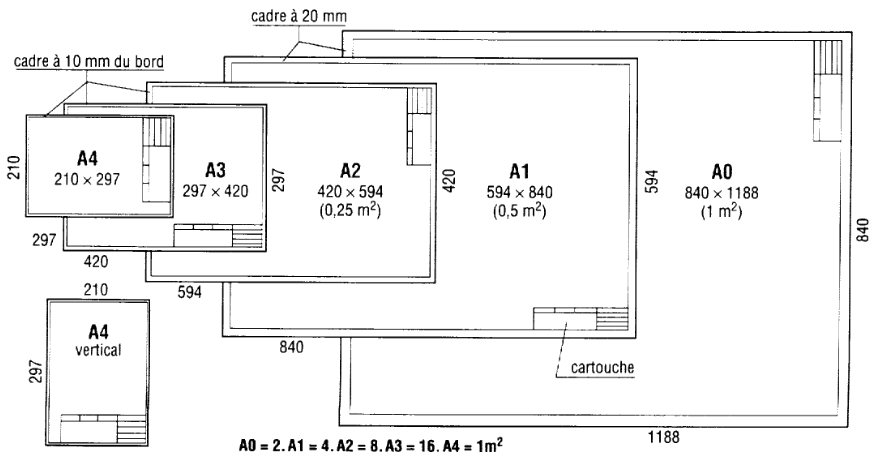
Cartouche
C'est la carte d'identité du dessin, il est situé en bas du format.
Le cartouche contient les indications essentielles : titre, échelle, symbole ISO de disposition des vues (norme européenne de projection), format, éléments d'identification (numéro de référence du document, nom du dessinateur, date ...)
Traits
Pour illustrer un dessin technique, différents types de traits sont utilisés pour montrer différents aspects de l'objet.
| Trait | Désignation | Applications générales |
|---|---|---|
 |
Continu fort |
|
 |
Continu fin |
|
 |
Continu fin à main levée |
|
 |
Continu fin droit zigzag | |
 |
Interrompu |
|
 |
Mixte fin |
|
 |
Mixte fin avec éléments forts aux extrémités et aux changements de plan de coupe |
|
 |
Mixte fort |
|
Remarque : Les traits forts ne se croisent jamais !
Exemple
Mise en page
Les différentes vues d'un dessin sont centrées sur la feuille. Il faut donc respecter des intervalles réguliers entre les vues.
Pour cela, il faut connaître les dimensions des formats, les valeurs des cadres, les dimensions du cartouche et les dimensions d'encombrement des vues à l'échelle choisie.
Formules :
Espace de dessin
LongTotal = Longueur du format - ( 2 x largeur de marge)
LargTotal = Largeur du format - ( 2 x largeur de marge)
Espace entre vues
NB : Dimension d'encombrement : Longueur, Largeur et épaisseur totale de la pièce ou de l'ensemble à dessiner.
Suivant la dimension des vues, le cartouche sera intégré dans le calcul de l'espace du dessin.
Spécifications fonctionnelles des produits
Problématique
Supposons que l'on veuille assembler une centaine de roues de planche à roulettes. On imagine que les demi-jantes sont usinées en une seule série de 800 pièces et qu'on dispose d'un millier de roulemets à billes.
On aimerait pouvoir utiliser toutes les pièces, lors de l'assemblage, indifféremment du lot choisi, sans ratés, et en toute simplicité, afin de produire le maximum de "Street Carver" conformes.
C'est ce que l'on appelle "l'interchangeabilité"
Or, les procédés de fabrication actuels ne permettent pas d'obtenir des pièces aux surfaces et aux dimensions parfaites car lors d'une production en série, des phénomènes viennent perturber la qualité des pièces (dilatation des pièces, réglages des machines, usure des outils …)
La norme ISO 8015 définit des critères permettant de contrôler les dimensions et les formes d'une pièce, et prévoit pour chaque cote, une marge qui permet de spécifier si une pièce est acceptable pour notre mécanisme (d'un point de vue fonctionnel) ou si elle doit être envoyée au rebut.
Cette marge est appelée intervalle de tolérance : IT et désigne la qualité de fabrication d'un produit.
Il existe différentes situations de cotation :
Les cotes
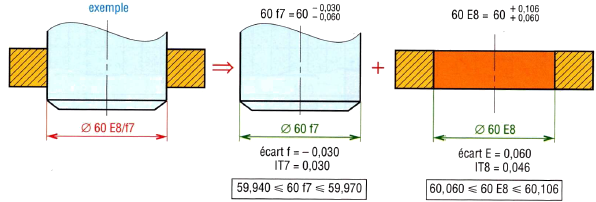
Une cote tolérancée est inscrite à partir de la cote nominale et des deux écarts. L'intervalle de tolérance n'est pas forcément symétrique par rapport à la cote nominale.
exemple :
Désignation des tolérances
| Alésage | Écart supérieur ES = Cmaxi - Cnom Écart inférieur EI = Cmini - Cnom |
|---|---|
| Arbre | Écart supérieur es = c maxi – c nom Écart inférieur ei = c mini – c nom |
Cote numérique
Cote symbolique
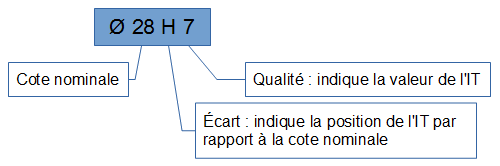
| Dimensions nominales en mm | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| de ->
à -> |
1 3 |
3 6 |
6 10 |
10 18 |
18 30 |
30 50 |
50 80 |
80 120 |
120 180 |
180 250 |
250 315 |
315 400 |
400 500 |
| IT5 | 4 | 5 | 6 | 8 | 9 | 11 | 13 | 15 | 18 | 20 | 23 | 25 | 27 |
| IT6 | 6 | 8 | 9 | 11 | 13 | 16 | 19 | 22 | 25 | 29 | 32 | 36 | 40 |
| IT7 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | 35 | 40 | 46 | 52 | 57 | 63 |
| IT8 | 14 | 18 | 22 | 27 | 33 | 39 | 46 | 54 | 63 | 72 | 81 | 89 | 97 |
| IT9 | 25 | 30 | 36 | 43 | 52 | 62 | 74 | 87 | 100 | 115 | 130 | 140 | 155 |
| IT10 | 40 | 48 | 58 | 70 | 84 | 100 | 120 | 140 | 160 | 185 | 210 | 230 | 250 |
| IT11 | 60 | 75 | 90 | 110 | 130 | 160 | 190 | 220 | 250 | 290 | 320 | 360 | 400 |
| IT12 | 100 | 120 | 150 | 180 | 210 | 250 | 300 | 350 | 400 | 460 | 520 | 570 | 630 |
| IT13 | 140 | 180 | 220 | 270 | 330 | 390 | 460 | 540 | 630 | 720 | 810 | 890 | 970 |
Ajustement
Les ajustements sont des catégories de dimensions normalisées utilisées pour les assemblages de deux pièces prismatiques ou cylindriques. On trouve :
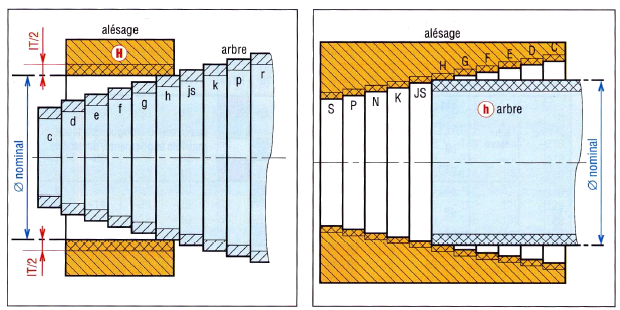
Système à alésage normal "H"
À choisir de préférence. Plus facile à mettre en oeuvre. Dans ce système l'Alésage est toujours pris comme base et tolérancé H.
Seule la dimension de l'arbre varie.
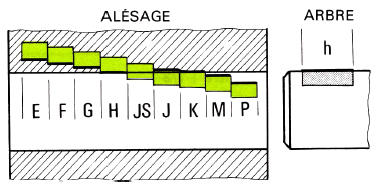
Système à arbre normal "h"
L'arbre est toujours pris comme base et tolérancé h.
Seule la dimension de l'alésage varie.
Calcul du jeu mini et maxi
Ajustement avec jeu
La cote effective de l'alésage est toujours supérieure à la cote effective de l'arbre. Les IT ne se chevauchent pas.
Jeu max = Amaxi - amini
Jeu mini = Amini - amaxi
IT jeu = ITA + ITa
Ajustement avec serrage
La cote effective de l'arbre est toujours supérieure à la cote effective de l'alésage. Les IT ne se chevauchent pas.
Serrage max = Amini - amaxi
Serrage mini = Amaxi - amini
IT serrage = ITA + ITa
Ajustement incertain
L'ajustement obtenu sera soit avec jeu, soit avec serrage. Les IT se chevauchent.
Serrage max = Amini - amaxi
Jeu max = Amaxi - amini
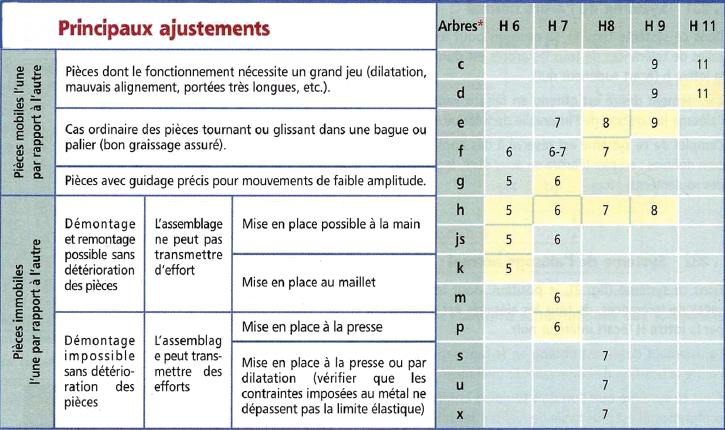
Choix de l'ajustement
Le choix dépend de la liaison à réaliser et de la précision exigée pour le guidage. Les spécifications doivent être suffisantes mais non surabondantes. Une trop grande précision est inutile et chère.
Y a t il jeu ou serrage ? Les pièces sont-elles mobiles ou immobiles ? S'agit-il d'un positionnement ou d'un centrage ? La liaison doit-elle transmettre des efforts ? …
La norme NF R 91-011 définit les principaux ajustements, qui ont été calculé à l'avance avec le tableau précédent :
Principaux écarts
| au delà de | - | 3 | 6 | 10 | 18 | 30 | 50 | 80 | 120 | 180 | 250 | 315 | 400 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| à (inclus) | 3 | 6 | 10 | 18 | 30 | 50 | 80 | 120 | 180 | 250 | 315 | 400 | 500 |
| D10 | +60 +20 |
+78 +30 |
+98 +40 |
+120 +50 |
+149 +65 |
+180 +80 |
+220 +100 |
+260 +120 |
+305 +145 |
+355 +170 |
+400 +190 |
+440 +210 |
+480 +230 |
| F7 | +16 +6 |
+22 +10 |
+28 +13 |
+34 +16 |
+41 +20 |
+50 +25 |
+60 +30 |
+71 +36 |
+83 +43 |
+96 +50 |
+108 +56 |
+119 +62 |
+121 +68 |
| F9 | +31 +6 |
+40 +10 |
+49 +13 |
+59 +16 |
+72 +20 |
+87 +25 |
+104 +30 |
+123 +36 |
+143 +43 |
+165 +50 |
+185 +56 |
+202 +62 |
+223 +68 |
| E9 | +39 +14 |
+50 +20 |
+61 +25 |
+75 +32 |
+92 +40 |
+112 +50 |
+134 +60 |
+159 +72 |
+185 +85 |
+215 +100 |
+240 +110 |
+265 +125 |
+290 +135 |
| G6 | +8 +2 |
+12 +4 |
+14 +5 |
+17 +6 |
+20 +7 |
+25 +9 |
+29 +10 |
+34 +12 |
+39 +14 |
+44 +15 |
+49 +17 |
+54 +18 |
+60 +20 |
| G8 | +16 +2 |
+22 +4 |
+27 +5 |
+33 +6 |
+40 +7 |
+48 +9 |
+56 +10 |
+66 +12 |
+77 +14 |
+87 +15 |
+98 +17 |
+107 +18 |
+117 +20 |
| H6 | +6 0 |
+8 0 |
+9 0 |
+11 0 |
+13 0 |
+16 0 |
+19 0 |
+22 0 |
+25 0 |
+29 0 |
+32 0 |
+36 0 |
+40 0 |
| H7 | +10 0 |
+12 0 |
+15 0 |
+18 0 |
+21 0 |
+25 0 |
+30 0 |
+35 0 |
+40 0 |
+46 0 |
+52 0 |
+57 0 |
+63 0 |
| H8 | +14 0 |
+18 0 |
+22 0 |
+27 0 |
+33 0 |
+39 0 |
+46 0 |
+54 0 |
+63 0 |
+72 0 |
+81 0 |
+89 0 |
+97 0 |
| H9 | +25 0 |
+30 0 |
+36 0 |
+43 0 |
+52 0 |
+62 0 |
+74 0 |
+87 0 |
+100 0 |
+115 0 |
+130 0 |
+140 0 |
+155 0 |
| H10 | +40 0 |
+48 0 |
+58 0 |
+70 0 |
+84 0 |
+100 0 |
+120 0 |
+140 0 |
+160 0 |
+185 0 |
+210 0 |
+230 0 |
+250 0 |
| H11 | +60 0 |
+75 0 |
+90 0 |
+110 0 |
+103 0 |
+160 0 |
+190 0 |
+220 0 |
+250 0 |
+290 0 |
+320 0 |
+360 0 |
+400 0 |
| H12 | +100 0 |
+120 0 |
+150 0 |
+180 0 |
+210 0 |
+250 0 |
+300 0 |
+350 0 |
+400 0 |
+460 0 |
+520 0 |
+570 0 |
+630 0 |
| H13 | +140 0 |
+180 0 |
+220 0 |
+270 0 |
+330 0 |
+390 0 |
+460 0 |
+540 0 |
+630 0 |
+720 0 |
+810 0 |
+890 0 |
+970 0 |
| J7 | +4 -6 |
+6 -6 |
+8 -7 |
+10 -8 |
+12 -9 |
+14 -11 |
+18 -12 |
+22 -13 |
+26 -14 |
+30 -16 |
+36 -16 |
+39 -18 |
+43 -20 |
| JS7 | ±5 | ±6 | ±7,5 | ±9 | ±10,5 | ±12,5 | ±15 | ±17,5 | ±20 | ±23 | ±26 | ±28,5 | ±31,5 |
| JS13 | ±70 | ±90 | ±110 | ±135 | ±165 | ±195 | ±230 | ±270 | ±315 | ±360 | ±405 | ±445 | ±485 |
| K6 | +0 -6 |
+3 -6 |
+5 -7 |
+6 -9 |
+6 -11 |
+7 -13 |
+9 -15 |
+10 -18 |
+12 -21 |
+13 -24 |
+16 -27 |
+17 -29 |
+18 -32 |
| K7 | +0 -10 |
+3 -9 |
+5 -10 |
+6 -12 |
+6 -15 |
+7 -18 |
+9 -21 |
+10 -25 |
+12 -28 |
+13 -33 |
+16 -36 |
+17 -40 |
+18 -45 |
| M7 | -2 -12 |
-0 -12 |
-0 -15 |
-0 -18 |
-0 -21 |
-0 -25 |
-0 -30 |
-0 -35 |
-0 -40 |
-0 -46 |
-0 -52 |
-0 -57 |
-0 -63 |
| N7 | -4 -14 |
-4 -16 |
-4 -19 |
-5 -23 |
-7 -28 |
-8 -33 |
-9 -39 |
-10 -45 |
-12 -52 |
-14 -60 |
-14 -66 |
-16 -73 |
-17 -80 |
| N9 | -4 -29 |
-4 -30 |
-4 -36 |
-5 -43 |
-7 -52 |
-8 -62 |
-9 -74 |
-10 -87 |
-12 -100 |
-14 -115 |
-14 -130 |
-16 -140 |
-17 -155 |
| P6 | -6 -12 |
-9 -17 |
-12 -21 |
-15 -26 |
-18 -31 |
-21 -37 |
-26 -45 |
-30 -52 |
-36 -61 |
-41 -70 |
-47 -79 |
-51 -87 |
-5 -95 |
| P7 | -6 -16 |
-8 -20 |
-9 -24 |
-11 -29 |
-14 -35 |
-17 -42 |
-21 -51 |
-24 -59 |
-28 -68 |
-33 -79 |
-36 -88 |
-41 -98 |
-45 -108 |
| P9 | -9 -31 |
-12 -42 |
-15 -51 |
-18 -61 |
-22 -74 |
-26 -88 |
-32 -106 |
-37 -124 |
-43 -143 |
-50 -165 |
-56 -186 |
-62 -202 |
-68 -223 |
| au delà de | - | 3 | 6 | 10 | 18 | 30 | 50 | 80 | 120 | 180 | 250 | 315 | 400 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| à (inclus) | 3 | 6 | 10 | 18 | 30 | 50 | 80 | 120 | 180 | 250 | 315 | 400 | 500 |
| a11 | -270 -330 |
-270 -345 |
-280 -370 |
-290 -400 |
-300 -430 |
-320 -470 |
-360 -530 |
-410 -600 |
-585 -710 |
-820 -950 |
-1050 -1240 |
-1350 -1560 |
-1650 -1900 |
| c11 | -60 -120 |
-70 -145 |
-80 -170 |
-95 -205 |
-110 -240 |
-130 -280 |
-150 -330 |
-180 -390 |
-230 -450 |
-280 -530 |
-330 -620 |
-400 -720 |
-480 -840 |
| d9 | -20 -45 |
-30 -60 |
-40 -76 |
-50 -93 |
-65 -117 |
-80 -142 |
-100 -207 |
-120 -245 |
-145 -245 |
-170 -285 |
-190 -320 |
-210 -350 |
-230 -385 |
| d10 | -20 -60 |
-30 -78 |
-40 -98 |
-50 -120 |
-65 -149 |
-80 -180 |
-100 -220 |
-120 -260 |
-145 -305 |
-170 -355 |
-190 -400 |
-210 -440 |
-230 -480 |
| d11 | -20 -80 |
-30 -105 |
-40 -130 |
-50 -160 |
-65 -195 |
-80 -240 |
-100 -290 |
-120 -340 |
-145 -395 |
-170 -460 |
-190 -510 |
-210 -570 |
-230 -630 |
| e7 | -14 -24 |
-20 -32 |
-25 -40 |
-32 -50 |
-40 -61 |
-50 -75 |
-60 -90 |
-72 -107 |
-85 -125 |
-100 -146 |
-110 -162 |
-125 -182 |
-135 -198 |
| e8 | -14 -28 |
-20 -38 |
-25 -47 |
-32 -59 |
-40 -73 |
-50 -89 |
-60 -106 |
-72 -126 |
-85 -148 |
-100 -172 |
-110 -191 |
-125 -214 |
-135 -232 |
| e9 | -14 -39 |
-20 -50 |
-25 -61 |
-32 -75 |
-40 -92 |
-50 -112 |
-60 -134 |
-72 -159 |
-85 -185 |
-100 -215 |
-110 -240 |
-125 -265 |
-135 -290 |
| f6 | -6 -12 |
-10 -18 |
-13 -22 |
-16 -27 |
-20 -33 |
-25 -41 |
-30 -49 |
-36 -58 |
-43 -68 |
-50 -79 |
-56 -88 |
-62 -98 |
-68 -108 |
| f7 | -6 -16 |
-10 -22 |
-13 -28 |
-16 -34 |
-20 -41 |
-25 -50 |
-30 -60 |
-36 -71 |
-43 -83 |
-50 -96 |
-56 -108 |
-62 -119 |
-68 -131 |
| f8 | -6 -20 |
-10 -28 |
-13 -35 |
-16 -43 |
-20 -53 |
-25 -64 |
-30 -76 |
-36 -90 |
-43 -106 |
-50 -122 |
-56 -137 |
-62 -151 |
-68 -165 |
| g5 | -2 -6 |
-4 -9 |
-5 -11 |
-6 -14 |
-7 -16 |
-9 -20 |
-10 -23 |
-12 -27 |
-14 -32 |
-15 -35 |
-17 -40 |
-18 -43 |
-20 -47 |
| g6 | -2 -8 |
-4 -12 |
-5 -14 |
-6 -17 |
-7 -20 |
-9 -25 |
-10 -29 |
-12 -34 |
-14 -39 |
-15 -44 |
-17 -49 |
-18 -54 |
-20 -60 |
| h5 | 0 -4 |
0 -5 |
0 -6 |
0 -8 |
0 -9 |
0 -11 |
0 -13 |
0 -15 |
0 -18 |
0 -20 |
0 -23 |
0 -25 |
0 -27 |
| h6 | 0 -6 |
0 -8 |
0 -9 |
0 -11 |
0 -13 |
0 -16 |
0 -19 |
0 -22 |
0 -25 |
0 -29 |
0 -32 |
0 -36 |
0 -40 |
| h7 | 0 -10 |
0 -12 |
0 -15 |
0 -18 |
0 -21 |
0 -25 |
0 -30 |
0 -35 |
0 -40 |
0 -46 |
0 -52 |
0 -57 |
0 -63 |
| h8 | 0 -14 |
0 -18 |
0 -22 |
0 -27 |
0 -33 |
0 -39 |
0 -46 |
0 -54 |
0 -63 |
0 -72 |
0 -81 |
0 -89 |
0 -97 |
| h9 | 0 -25 |
0 -30 |
0 -36 |
0 -43 |
0 -52 |
0 -62 |
0 -74 |
0 -87 |
0 -100 |
0 -115 |
0 -130 |
0 -140 |
0 -155 |
| h10 | 0 -40 |
0 -48 |
0 -58 |
0 -70 |
0 -84 |
0 -100 |
0 -120 |
0 -140 |
0 -160 |
0 -185 |
0 -210 |
0 -230 |
0 -250 |
| h11 | 0 -60 |
0 -75 |
0 -90 |
0 -110 |
0 -130 |
0 -160 |
0 -190 |
0 -220 |
0 -250 |
0 -290 |
0 -320 |
0 -360 |
0 -400 |
| h13 | 0 -140 |
0 -180 |
0 -220 |
0 -270 |
0 -330 |
0 -390 |
0 -460 |
0 -540 |
0 -630 |
0 -720 |
0 -810 |
0 -890 |
0 -970 |
| js5 | ±2 | ±2,5 | ±3 | ±4 | ±4,5 | ±5,5 | ±6,5 | ±17,5 | ±9 | ±10 | ±11,5 | ±12,5 | ±13,5 |
| js6 | ±3 | ±4 | ±4,5 | ±5,5 | ±6,5 | ±8 | ±9,5 | ±11 | ±12,5 | ±14,5 | ±16 | ±18 | ±20 |
| js7 | ±5 | ±6 | ±7,5 | ±9 | ±10,5 | ±12,5 | ±15 | ±17,5 | ±20 | ±23 | ±26 | ±28,5 | ±31,5 |
| js9 | ±12 | ±15 | ±18 | ±21 | ±26 | ±31 | ±37 | ±43 | ±50 | ±57 | ±65 | ±70 | ±77 |
| js11 | ±30 | ±37 | ±45 | ±55 | ±65 | ±80 | ±95 | ±110 | ±125 | ±145 | ±160 | ±180 | ±200 |
| j6 | +4 -2 |
+6 -2 |
+7 -2 |
+8 -3 |
+9 -4 |
+11 -5 |
+12 -7 |
+13 -9 |
+14 -11 |
+16 -13 |
+16 -16 |
+18 -18 |
+20 -20 |
| j7 | +6 -4 |
+8 -4 |
+10 -5 |
+12 -6 |
+13 -8 |
+15 -10 |
+18 -12 |
+20 -15 |
+22 -18 |
+25 -21 |
+26 -26 |
+29 -28 |
+31 -32 |
| k5 | +4 0 |
+6 +1 |
+7 +1 |
+9 +1 |
+11 +2 |
+13 +2 |
+15 +2 |
+18 +3 |
+21 +3 |
+24 +4 |
+27 +4 |
+29 +4 |
+32 +5 |
| k6 | +6 0 |
+9 +1 |
+10 +1 |
+12 +1 |
+15 +2 |
+18 +2 |
+21 +2 |
+25 +3 |
+28 +3 |
+33 +4 |
+36 +4 |
+40 +4 |
+45 +5 |
| m5 | +6 +2 |
+9 +4 |
+12 +6 |
+15 +7 |
+17 +8 |
+20 +9 |
+24 +11 |
+28 +13 |
+33 +15 |
+37 +17 |
+43 +20 |
+46 +21 |
+50 +23 |
| m6 | +8 +2 |
+12 +4 |
+15 +6 |
+18 +7 |
+21 +8 |
+25 +9 |
+30 +11 |
+35 +13 |
+40 +15 |
+46 +17 |
+52 +20 |
+57 +21 |
+63 +23 |
| m7 | +12 +2 |
+16 +4 |
+21 +6 |
+25 +7 |
+29 +8 |
+34 +9 |
+41 +11 |
+48 +13 |
+55 +15 |
+63 +17 |
+72 +20 |
+78 +21 |
+86 +23 |
| n6 | +10 +4 |
+16 +8 |
+19 +10 |
+23 +12 |
+28 +15 |
+33 +17 |
+39 +20 |
+45 +23 |
+52 +27 |
+60 +31 |
+66 +34 |
+73 +37 |
+80 +40 |
| p6 | +12 +6 |
+20 +12 |
+24 +15 |
+29 +18 |
+35 +22 |
+42 +26 |
+51 +32 |
+59 +37 |
+68 +43 |
+79 +50 |
+88 +56 |
+98 +62 |
+108 +68 |
Cotation GPS (Spécification Géométriques des Produits)
Aller au chapitre 1 de la métrologie