Organisation des processus de production
Typologie de production
Le schéma d'implantation dépend étroitement de la nature de l'activité.
Pour l'industrie de fabrication, on distingue certains types d'implantation couramment adoptés.
On a recourt à l'implantation :
- Par sections spécialisées, plus particulière aux fabrications unitaires ou variées.
- Par sections de fabrication, adaptée pour la production de pièces ayant des gammes opératoires voisines.
- En ligne de fabrication, appelée aussi chaîne.
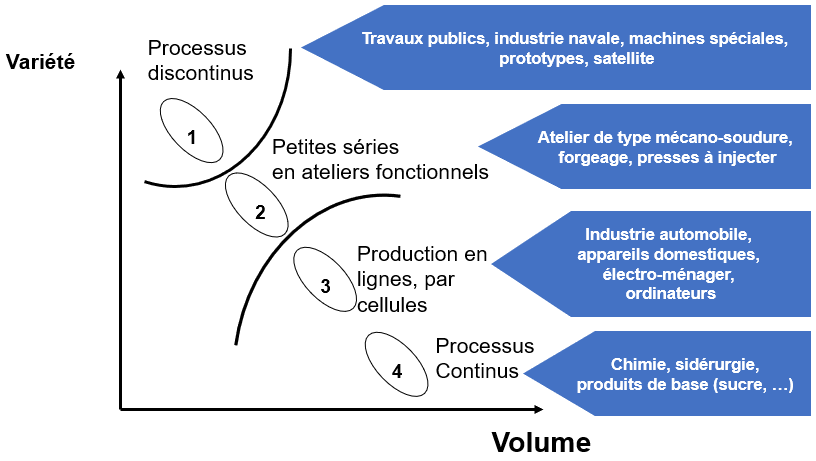
Exemple de typologie de production.
Caractéristiques des processus
Type de flux
On peut classer les types de flux de production en quatre grandes tendances en fonction de la taille des séries et de la diversité de la production.
Ces types de flux de production sont :
- La production en continu.
- La production en discontinu.
- La production par projet.
- Type d'élaboration du produit.
Les outils et méthodes de gestion des flux diffèrent selon le type de production.
Flux continus.
L'implantation par sections spécialisées, plus particulière aux fabrications unitaires ou variées. Dans chaque section on procède à une opération technique déterminée, et le produit passe successivement dans chacune des sections spécialisées intéressant sa gamme de fabrication.
Les exemples les plus caractéristiques de production en continu sont des produits comme le sucre, le pétrole, le ciment, l'acier en coulée continue.
Ce type de flux de production a généralement les caractéristiques suivantes :
- Flux de matière continu.
- Produit unique ou quasiment.
- Implantation linéaire des machines.
- Flexibilité très faible.
- Investissement important.
- Étroite gamme de fabrication : matériel dédié.
- Délai de fabrication très court.
- Production 24 h / 24 ; 7 j / 7.
- En-cours faible.
- Stock : matière première et produit fini.
- Équipe de production faible.
- Équipe d'entretien importante.
- Forte automatisation.
Flux discontinus
La production en discontinu est utilisée pour des quantités relativement faibles et pour des produits variés.
Les industries de confection, les industries mécaniques sont des exemples de ce type de production (atelier).
Ce type de flux de production a généralement les caractéristiques suivantes :
- Implantation des machines par fonction.
- Grande flexibilité, car les machines ne sont pas spécifiques.
- Équilibrage de la capacité des machines difficile d'où l'apparition d'en-cours.
Production unitaire (PROJET).
L'implantation par sections spécialisées est plus particulière aux fabrications unitaires ou variées.
Dans chaque section, on procède à une opération technique déterminée, et le produit passe successivement dans chacune des sections spécialisées intéressant sa gamme de fabrication.
- Personnel fortement qualifié.
- Ressources qui se déplacent.
- Équipement standard.
- Très forte réactivité, peu de préparation.
- Faibles capitaux.
- Délai de fabrication en semaines ou en mois, voire année.
- Variété du produit très forte.
Exemples de production sous forme de projet : un pont, un navire, une formule 1, un prototype de voiture, etc.
ILOT (production en petites séries)
L'implantation par sections de fabrication, est adaptée pour la production de pièces de même famille, ayant des gammes opératoires voisines.
- Machines à vocation assez générale.
- Production intermittente .
- Flexibilité assez importante.
- Les produits ont une gamme de fabrication différente.
- Atelier homogène (mêmes machines ) .
- File d'attente importante.
- En-cours important.
- Temps de fabrication important.
C'est une organisation en ateliers technologiques aussi appelée en « sections homogènes », est orientée « métiers ».
On regroupe les machines ayant la même technicité, ou les mêmes fonctions (fraiseuse, tour,..).
On regroupe également pour des critères de facilité de mise en œuvre ou de sécurité (traitement thermique ou finition).
Avantages :
- Regroupement des équipements de même nature (par métiers)
- Optimisation de l'utilisation des moyens de production
- Flexibilité de la fabrication
Inconvénients :
- Flux complexes
- En-cours important
- Gestion des lancements souvent délicate
LIGNE (production de masse)
L'implantation en ligne de fabrication, appelée aussi chaîne. C'est le cas de la grande série. Le produit se déplace en passant successivement par tous les postes de travail.
- Même produit ou famille de produits.
- Implantation d'atelier imposée par la gamme.
- Temps de réglage machine court (SMED).
- Stocks les plus faibles possibles.
- Capital élevé.
- Délai de fabrication en jours ou en heures.
- Équilibrage de postes de travail.
- Ligne de production, ligne d'assemblage.
- Cellules de fabrication.
Il s'agit d'une organisation axée « produits » (par exemple fabrication de menuiseries), caractérisée par l'implantation des moyens de production conformément aux flux.
On dédie toutes les ressources nécessaires à un type de produit et on implante en respectant la chronologie de la gamme de fabrication.
Les avantages d'une telle implantation sont :
- Clarté des flux (bonne traçabilité).
- Pas de point de rebroussement.
- Réduction des tâches de manutention.
- Simplification du suivi de fabrication.
- Écoulement d'un flux important, nécessite un bon équilibrage.
- ...
Les inconvénients d'une telle implantation sont :
- Cette organisation implique l'affectation des moyens de production à une ligne de produits identiques.
- Ce qui suppose des volumes importants.
- Les temps de changement de série peuvent être importants.
- ...
CELLULE (production de masse).
L'implantation en cellule revient à regrouper géographiquement les ressources différentes nécessaires à la réalisation d'une suite d'opération pour un type de produit.
On va partir de petits ateliers de production spécialisés pour une famille de produit ou de processus, usines dans l'usine, UPA, mini-usine, mini-factories de Bosch.
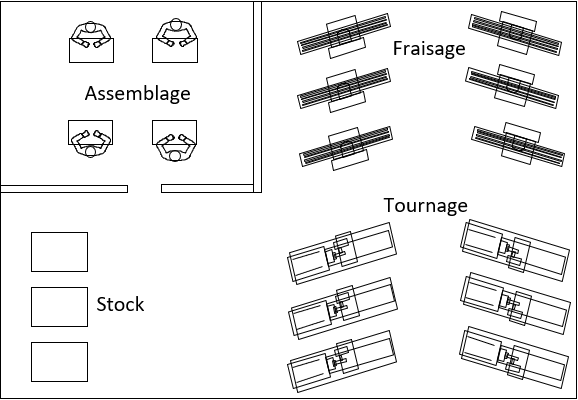
Exemples d'aménagement de cellules ou « ilots »
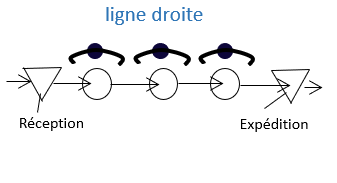
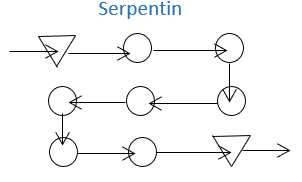
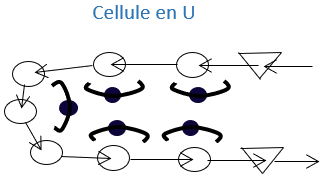
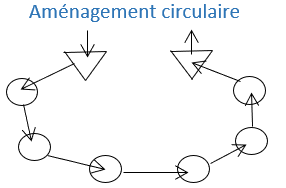
Les avantages d'une telle implantation sont :
- Augmente la vitesse du flux et diminue les distances de transfert.
- Peu d'en-cours, c'est un compromis entre la ligne et l'implantation fonctionnelle.
- Facilite le pilotage.
- Favorise le management par équipe autonome et pluridisciplinaire.
- ...
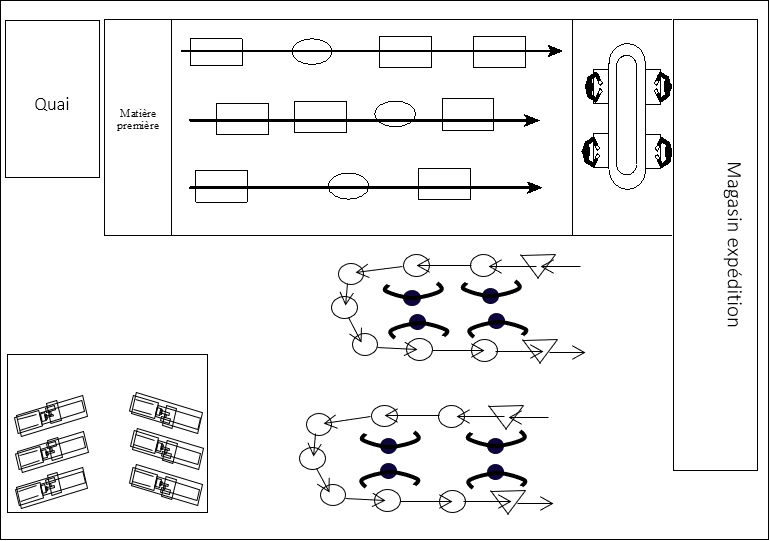
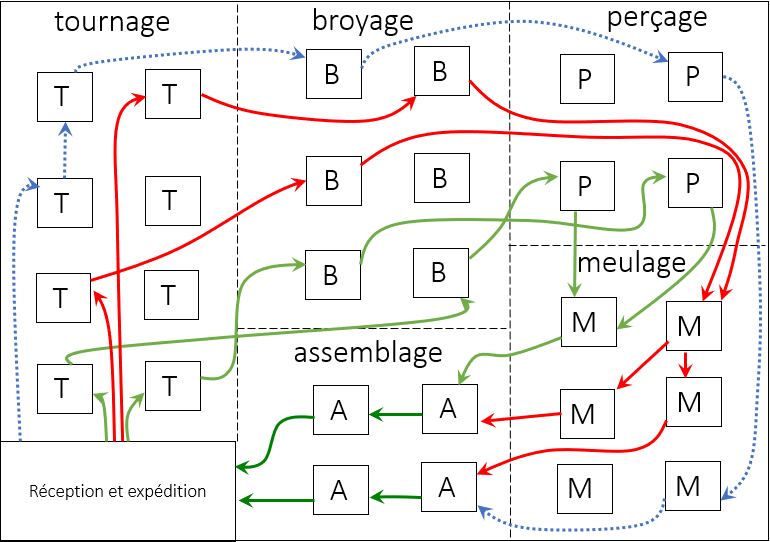
Exemple d'organisation de flux complexe homogène.
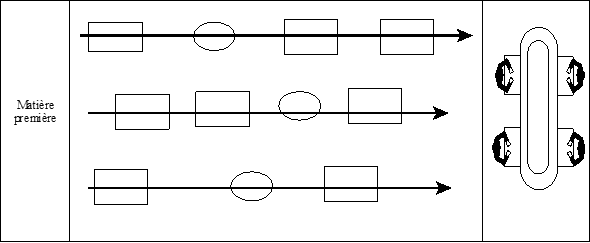
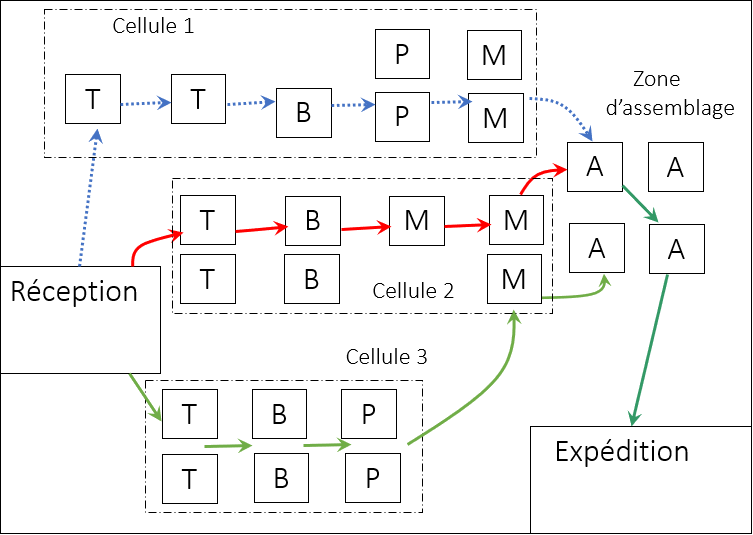
Le même organisé en cellules.
Il n'est cependant pas rare de voir cohabiter plusieurs typologies de production au sein d'une même entreprise.